


想了解弯管H型钢拉弯优选货源产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:弯管H型钢拉弯优选货源的图文介绍

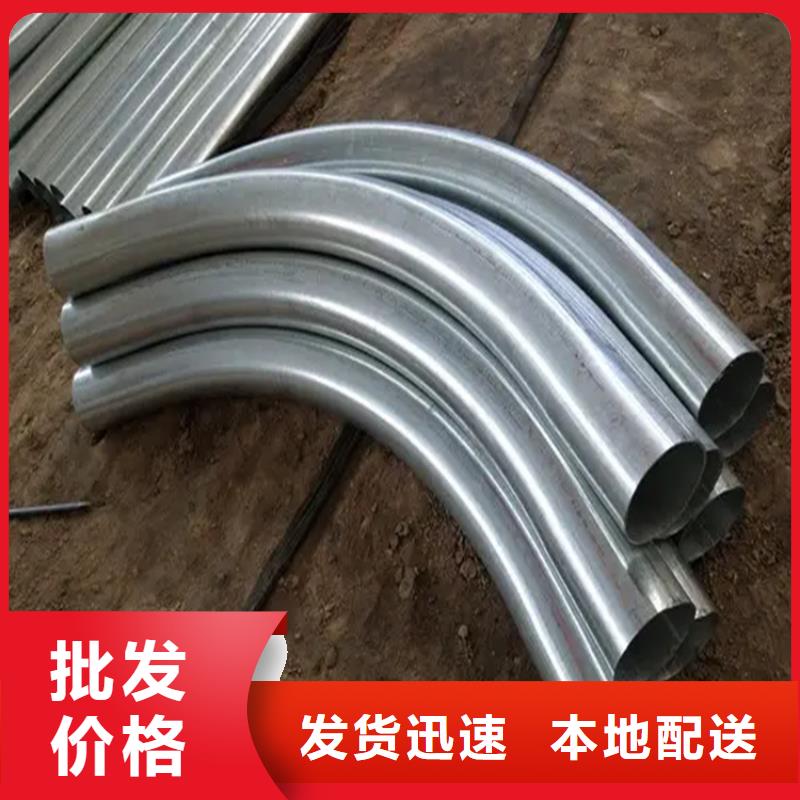
高弯管形状决定了弯管生产困难。锻造方法:使用锻机将被淘汰管端或部门,减少直径,常用的类型与旋转锻压机,连杆式、辊式。冲压的方法:用锥形穿孔管的核心终扩大到所需的大小和形状。辊方法:放置在管芯,周边与轮式推动,用于圆形边缘处理。轧制方法:一般不需要轴,适用于厚壁管在圆形的边缘。形成方法:常用的有三种方法,一种方法称为拉伸方法,另一种方法叫做冲压方法,第三是辊方法我们知道的更多,有三个或四个辊,辊、调整辊,两个固定调整固定辊距离,完成管道弯曲。该方法的广泛应用,如果生产螺旋管,曲率可以增加。不断膨胀的方法:一个是放置在管橡胶、穿孔、压缩、膨胀管形成。 高弯管形状决定了弯管加工生产困难,其中困难的对称点三通高弯曲管生产是需要技术含量的,高生产弯管的基础上,我们看到我们的制造商生产过程严格坚持选择的钢坯,钢坯加热维持一个恒定的温度,给我们高弯曲管带来了严格的质量保证。在这样一个严格的保证,确保我们高弯曲管管道建设项目的他应该扮演一个角色,可以确保本厂管道施工质量的办法。


对弯管加工工艺的选择有哪些差距、如果在进行弯管加工时,由于使用热弯管加工工艺,因此不管管道直径大小,按规定装载干燥的细沙是必要的,加工加热的金属弯管时,可以调节温度,铝型材的弯管也用于弯管加工,但管道不需要沙子,为了减少弯头的椭圆度,使弯头的腹部呈凹面,可以轻拍弯头两侧管道壁的位置,在弯管加工部分和管道末端之间形成椭圆形。 对弯管加工工艺的选择有哪些差距 因此在实际的加工中不要忘记,用高合金钢管或有色金属管道加工弯头时,有效的方法应该是机械方法,如果需要沙子填充,就不要用锤子敲,防止弯管受损,铝管在弯管加工中同样需要沙子,弯管加工达到一定程度后,可以用特殊的测试设备检查平滑度,如果温度正确,可以将加工后的管段移动到平面上,将管段弯管加工到与模具完全匹配的位置,然后用湿布冷却,使用高压钢管进行弯管加工时,保证表面没有损坏。 在进行热处理之前,可以对其进行探伤准备,如果有缺陷应提前维修,磨损后弯管的管壁不能小于公称壁厚,如果弯管加工是必要的,应适当记录,实际上,弯头加工有多种方法,由于管道的原材料和材料不同,选择加工方法时也存在很大差异,但所有弯头加工过程的终目的是相同的,并保证弯头的质量。 那么,当弯管机的液压系统泄漏时,当弯管机的液压系统泄漏时,可以减少油管接头的数量,整合控制阀,防止系统漏油,为了减少整流时的液压冲击和机械振动,尽量延长整流时间,弯管机要定期检查,定期维修及时处置,防止泄漏的发作,其外部原因是由于油液不足而引起的。



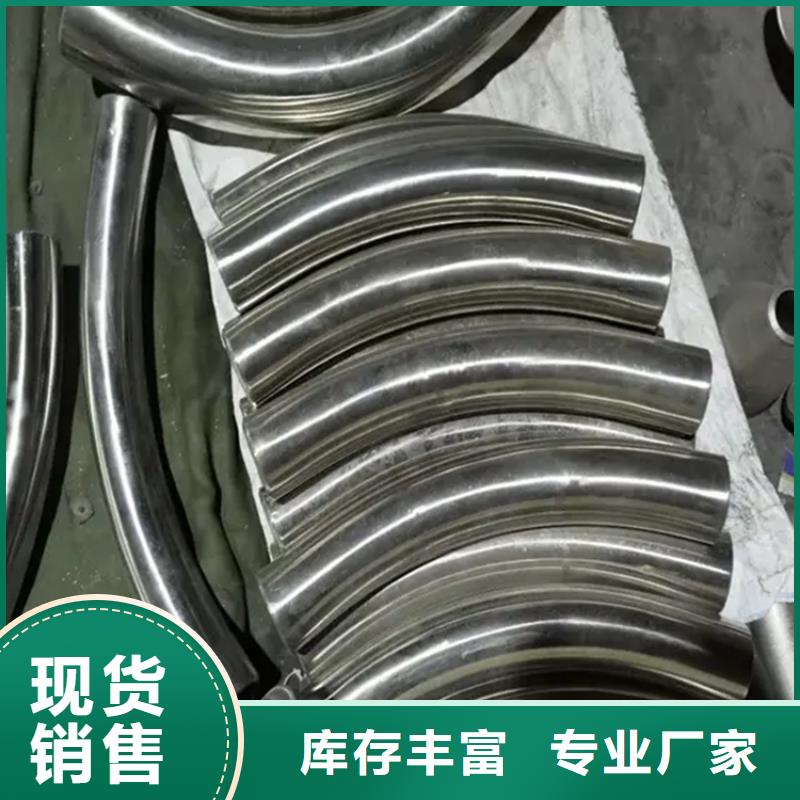
根据弯管的制造方法,弯管可分为煨制弯管、冲压弯管和焊接弯管。煨制弯管可分为冷煨弯管和热煨弯管,弯管是改变管道方向的管件,弯管可在管道和横梁的入口处使用。 煨制弯头具有良好的膨胀性、高耐压性和低阻力的优点,因此,它常应用于建筑中。弯头的主要形式有:U形弯头、弯头、前后弯曲和弧形弯头等,前弯和后弯是一种带有两个角的装置,弯曲实验前后的中心线位置之间的距离,称为弯曲实验前后的高度,用h表示。当加热室垂直于由主管和分支管连接的散热器时,它不与同一连接器上的表面接触。U形管是一种正半圆形状的管件,圆管两端中心线之间的距离d是弯曲半径的两倍。U形管可以代替两个90°弯曲,大致是圆形机翼,连接两个垂直布置的散热器。弧形弯管是一种具有以下不同弯曲角度的管件,中角为90°,侧角为135°,弧形弯管是用来绕过其他一些系统的管道,这些管道通常用于管道材料提供热水和冷水时。弯管的大小取决于弯管的直径、弯曲角和弯曲半径,根据实际施工现场和施工图确定弯角,然后使用模板,根据模板的检弯角度确定管的弯曲角,以满足要求。 异形弯管的加工工艺不同于厚壁弯管,由于中国市场发展需求的不同,管道和其他产品的设计也是多样化的。如果一个产品不能满足市场需求,就会出现异形的弯曲,根据所设计的异形弯管直径,将异形弯管分为一次冲压成形和多次冲压成形,异形弯管缩孔成形工艺是将等于不同直径管材直径的毛坯放入成形模中,通过沿毛坯轴向目标挤压,沿模腔形成和缩短金属。 扩径过程主要针对不同直径的直径偏差,不易收缩,有时根据材料和产品成型的需要,将膨胀和收缩结合起来操作,然而,如果没有冲压工艺,材料消耗较少,而且没有其他加热设备正在形成厚的弯曲切屑。因此,厚壁弯管冲压是一种节材节能的加工技术,另外,冲压件的成本相对较低,使用这种方法的人也较多,在厚壁弯曲管的冲压成形中,一般不会影响冲压件的表面质量。模具保证了冲压件的尺寸和形状精度,该模具寿命长,冲压质量稳定,互换性好,易于机械化和自动化。


弯头的分类你了解多少呢,众所周知,管道的方向一般由弯头控制。那么弯头的分类是什么?今天,我想向大家介绍一下弯头的分类。 弯头是热水器安装中常见的连接管。它用于连接和改变弯管处的管道方向。其他名称:直角弯头、焊接弯头、45度角弯头、180度直角、冲压弯头、机械弯头等。 用途:连接两个公称直径相同或不同的管道,使管道以90度、45度、180度和一些特定的角度转换方向。在我们的日常生活中,90度45度180度的弯管随处可见。事实上,弯头有特殊的角度,但是很少有特殊的角度。可锻铸铁管件,主要用于供热、水和燃气管道及管道。压制弯头,又称无缝弯头。这种弯头由优质碳钢、耐酸不锈钢和低合金钢无缝钢管等制成。在特殊模具中压制成型。一般来说,无缝钢管是由专业设备制造商或加工厂通过冲压生产制造的。出厂时应在弯头两端加工凹槽。 弯曲半径和公称直径为1.5倍,特殊情况下弯曲半径可等于弯头公称直径。该范围与无缝钢管的壁厚一致.。 冲压焊接弯头是将板材通过模具冲压成半环弯头。然后将两个半环组装焊接成型。 在公称直径尺寸范围内,使用弯曲半径为200毫米或以上的无缝管弯头。 有两种生产方法: 一种是在用于植物材料的钢板上,经过切割和滚压焊接到多个辊管支撑板上。 另一种是用管材下料,采用组焊工艺成型。规格一般在200毫米以上。环境温度不应高于200,一般企业施工人员均可生产。弯头高压,优质低碳钢或锻造合金钢。 根据不同管道的连接结构。弯头两端加工成螺纹或凹槽,加工精度很高。要求管口螺纹和法兰螺纹紧密相连,配套企业可以自由拧入,不松动。压力为22.0和32.0MPa的石化管道,DN6200.通用规格范围。 弯管生产的技术要求: 需要控制曲率半径。例如,如果半径长度为1.5D。曲率半径必须在要求的公差范围内。由于这些管道大部分用于焊接,为了提高焊接质量。端部倾斜一定的角度和一定的边缘,这也是很严格的。它指定边的数量、角度和偏差范围。以及比管件更厚的几何图形。弯管的表面质量和机械性能与管道基本相同。为了便于焊接,连接管应由相同的钢制成。


航萧管件有限公司是一家专注于 弯管的大型企业。生产工艺严格按照ISO9001质量管理体系,产品质量得到可靠的保障。本公司一贯以“高质量的产品、合理的价格、良好的信誉服务”为基本原则。真诚的期待成为您忠实的朋友和合作伙伴,共创互惠双赢的未来!



